Pour les usineurs d’envergure nationale, régionale ou locale, notre catalogue de solutions d’impression 3D est spécifiquement articulé autour de vos impératifs : maximisation de la productivité, abaissement des coûts de revient sur les géométries complexes et réactivité absolue face aux exigences de maintenance.
1. Les 4 piliers applicatifs de la Fabrication Additive
Afin de cibler avec exactitude les besoins des ateliers d’usinage, notre offre se segmente en quatre catégories de pièces distinctes, chacune répondant à des contraintes opérationnelles précises :
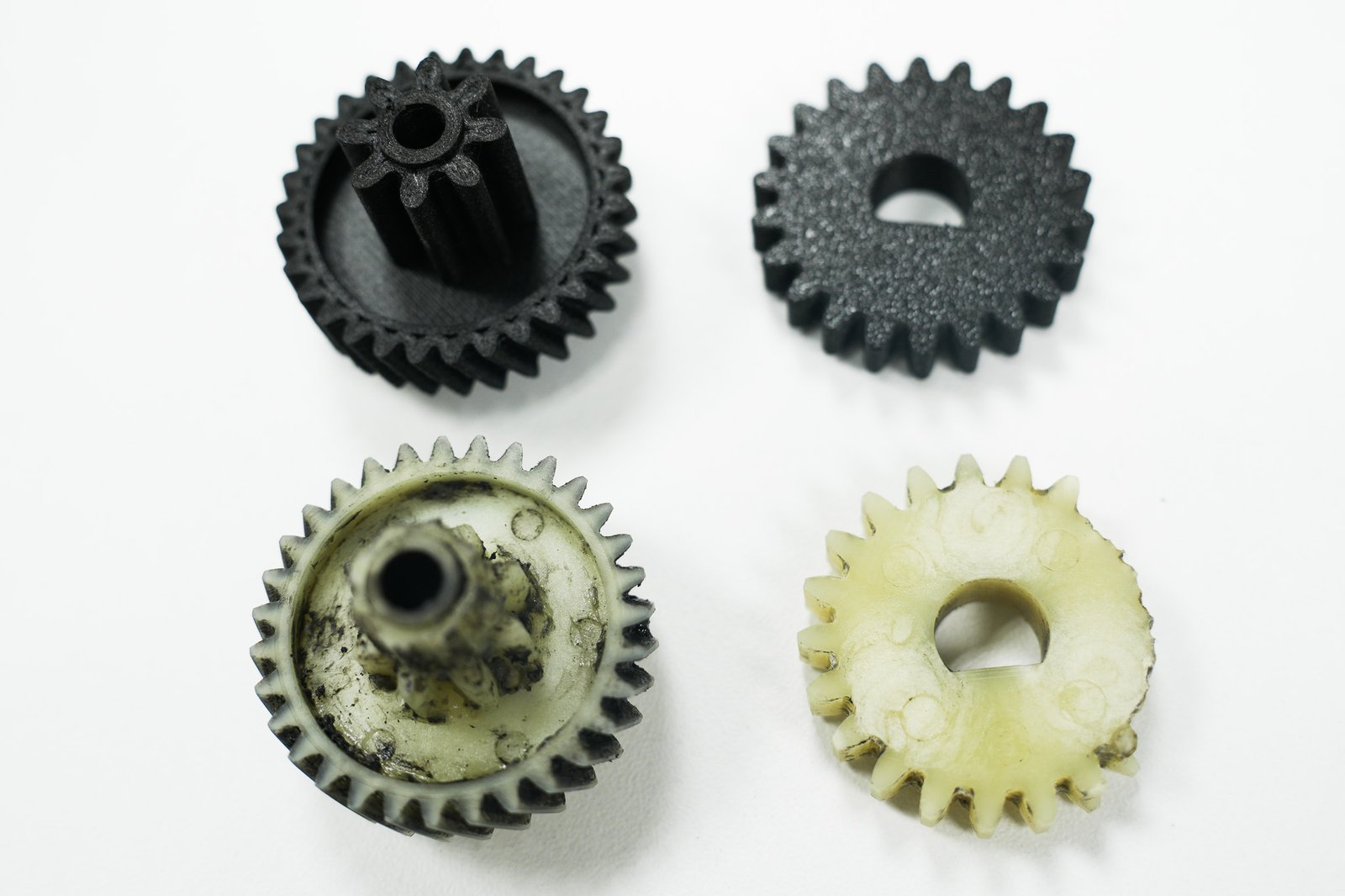
Pièces de réparation & Rétro-conception : Conçu pour minimiser les temps d’arrêt machine (moyens de production internes ou équipements critiques de vos clients finaux). Pour toute sollicitation, la pièce défaillante doit obligatoirement être acheminée dans nos ateliers. Idéalement, elle doit s’accompagner de sa quincaillerie d’origine ainsi que des pièces en interaction mécanique directe (ex. : jeux de pignons, carters, arbres).
- Prototypage fonctionnel rapide : Destiné à la validation géométrique, ergonomique ou d’assemblage avant usinage de masse. Nous privilégions ici l’impression en PETG-GF (chargé en fibres de verre). Ce choix garantit un très faible coût de revient tout en conférant une solidité structurelle remarquable, autorisant des manipulations intensives, des tests d’ajustement en atelier et un stockage sécurisé sans risque d’altération.

- Fabrication en série : remplacement de pièces usinées pour réduire les coûts, augmenter la cadence de production et diminuer les délais de fabrication (matériaux : PC-CF, PPS-CF, inox, aluminium, titane).

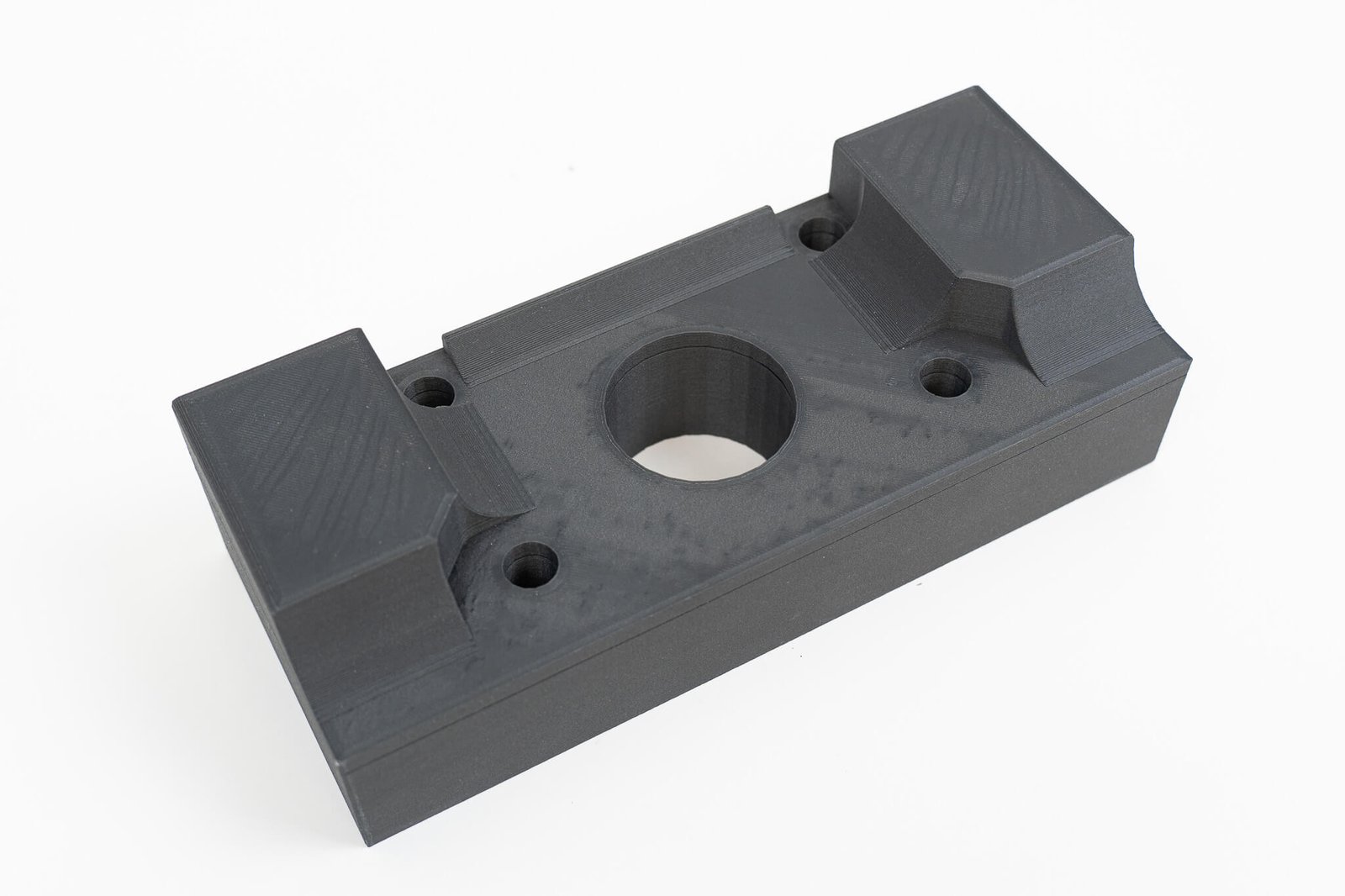
Accessoires d’atelier, gabarits & outillages : solutions sur mesure pour l’organisation (5S), la protection des pièces usinées et l’optimisation des postes de travail : boîtes de rangement, organisateurs, gabarits de perçage, cales-brides, mors doux et boîtiers électroniques.

2. Cartographie des Matériaux Techniques & Spécifications
Notre parc machine est calibré pour mettre en œuvre des filaments hautement techniques. Par défaut, et pour garantir une esthétique industrielle irréprochable et valorisante, l’ensemble de nos polymères chargés en fibres de carbone (CF) est proposé en teinte noire mat. À la demande, des alternatives colorées sont réalisables via l’emploi de filaments chargés en fibres de verre (GF). D’autres nuances ou polymères spécifiques peuvent être étudiés sur cahier des charges.
| Matériau / Technologie | Résistance Mécanique | Tenue Thermique | Comportement Chimique & Environnemental | Indice de Coût |
|---|---|---|---|---|
| PETG-CF (FDM) | Moyenne | Jusqu’à 70 °C | Tenue modérée aux UV et aux agents chimiques courants. | Faible |
| ASA-CF (FDM) | Modérément élevée | Jusqu’à 90 °C | Excellente résistance aux UV, aux intempéries et aux hydrocarbures. | Modérément faible |
| PC-CF (FDM) | Modérément élevée | Jusqu’à 110 °C | Grande stabilité dimensionnelle sous contrainte, excellente tenue générale. | Modérément élevé |
| PPS-CF (FDM) | Élevée | Jusqu’à 220 °C | Résistance chimique exceptionnelle (solvants, acides), profil d’ingénierie lourde. | Élevé |
| PA12 – SLS / MJF Nouveau | Élevée (Isotrope) | Jusqu’à 130 °C – 150 °C | Bonne résistance aux huiles, graisses, hydrocarbures. Excellente tenue à la fatigue. Idéal pour les séries sans support. | Modéré (très rentable en série) |
| Métaux (Alu / Inox / Titane) | Très élevée | Selon alliage | Propriétés identiques aux nuances forgées/usinées après traitement. | Sur devis |
3. Protocole qualité, ingénierie CAO et livrables
Analyse et Rétro-conception
Chaque prestation sur pièce de réparation inclut une phase d’enquête technique. Il est capital d’identifier les causes de la rupture initiale (fatigue, surcharge, frottement, choc thermique). Nos techniciens adaptent les orientations de couches, le taux de remplissage interne et la nature du matériau en conséquence. Le travail de modélisation peut intégrer, suivant vos directives, des optimisations structurelles : renforcement des congés de raccordement, épaississement des parois soumises à de fortes contraintes, ou modifications ergonomiques et économiques.

Validation des grandes séries
La confiance industrielle reposant sur la conformité stricte, toute commande de série excédant 100 unités ou impliquant plus de 2 kg de filament (ou 4 kg selon typologie) déclenche obligatoirement la fabrication et l’expédition d’une pièce test de validation. Ce livrable physique permet à vos équipes de valider les cotes et la tenue en situation réelle avant le scellement et le lancement de la production en série, éliminant tout risque de non-conformité
Propriété intellectuelle & Nature des livrables
À l’issue de nos prestations de modélisation, les fichiers 3D standards vous sont contractuellement fournis au format STL uniquement. La fourniture des fichiers sources éditables de construction (formats STEP, F3D Fusion 360, ou SolidWorks) témoigne de l’accomplissement d’une ingénierie lourde et d’un arbre de création propre. Cette livraison de fichiers natifs qualifiés nécessite une à deux heures de travail complémentaires et fait l’objet d’une tarification dédiée dépendante de l’environnement logiciel retenu.
4. Structure Tarifaire de l’Ingénierie de Conception
Forfait horaire de base : 90 € HT / heure. Ce forfait englobe l’étude de conception, la modélisation CAO initiale et la fourniture d’un premier prototype physique de validation en PLA. Il intègre une seule modification mineure suite au retour client.
Heure complémentaire de développement : 90 € HT / heure supplémentaire. Applicable pour les ajustements complexes ou l’intégration de fonctions supplémentaires (ne donne pas lieu à la fourniture de prototypes PLA additionnels gratuits).
Documentation technique : À la demande expresse du client, un plan 2D simple, coté et comportant l’ensemble des dimensions fonctionnelles de la pièce, peut être édité et joint au dossier technique.

5. SLS et MJF : Sont-elles applicables à l’usinage ?
La réponse est un grand OUI. Ces deux technologies sur lit de poudre (généralement du Polyamide / Nylon PA12 ou PA11, parfois chargés en billes de verre) sont même de formidables alliées pour un usineur.
Contrairement au FDM (dépôt de fil), le SLS et le MJF n’ont pas besoin de supports d’impression, car la poudre non fusionnée soutient la pièce pendant la fabrication.

